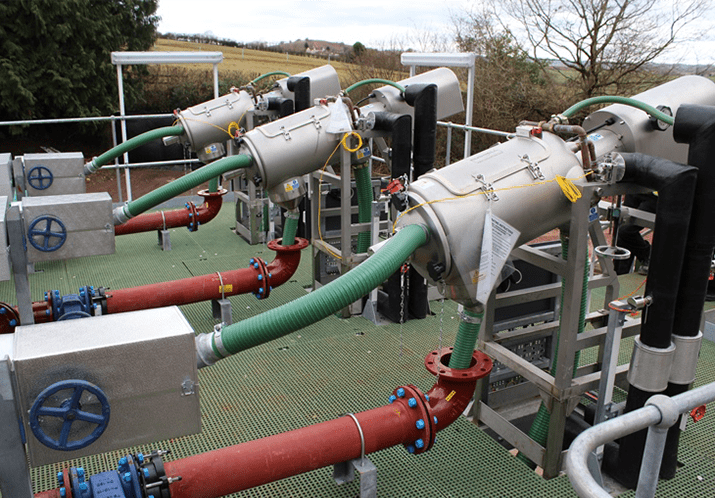
Centrifugal separators
Continuously remove solids from your liquids
Our Russell Liquid Solid Separator™ is perfect for removing larger solids concentrations from liquid slurries. This centrifugal separator can process flow rates of up to 100,000 litres per hour at mesh sizes down to 20 microns.