Vibratory sifting machine
High containment screener improves your product quality
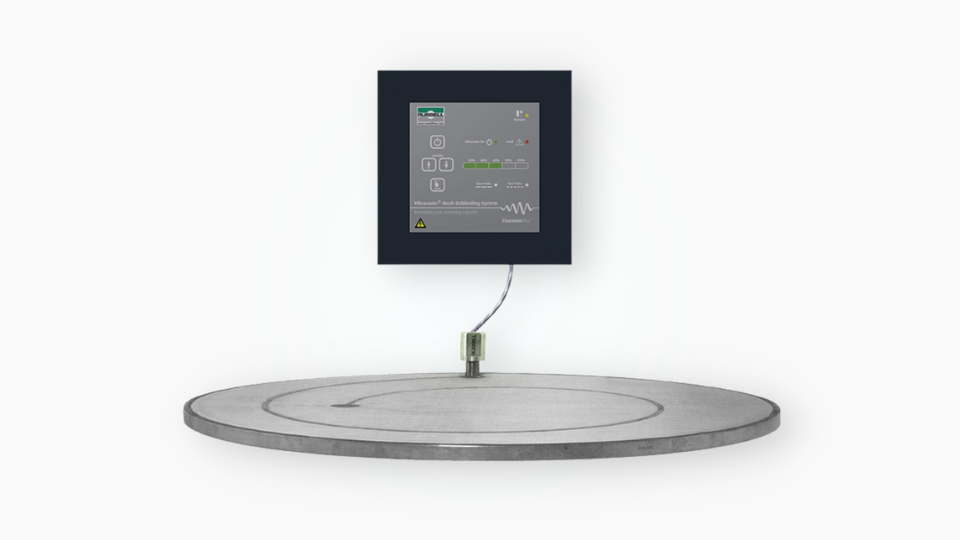
Our Russell Compact Airlock Sieve™ improves your product quality and protects your operators. Its patented TLI (twist, lock and inflate) airlock clamping system creates a validatable OEL level 5 containment (less than 1µg/m3), stopping dust particles leaking from the sieve.
No tools disassembly and easy to clean surfaces help your operators with quick and simple product change overs. Contact parts can be polished to 0.1Ra and full IQ, OQ, PQ documentation is available.
We also offer a range of options and can customize the unit to suit your application and installation perfectly.